






ساخت قالب فلزی؛ راهنمای جامع طراحی، برش و مونتاژ

- نویسنده ندا شهابی
- تاریخ انتشار ۱۵ . ۱۰ . ۱۴۰۴
- تعداد دیدگاه بدون دیدگاه
- موضوع دستهبندی نشده
- تعداد بازدید 108 بازدید
- دقیقه مطالعه دقیقه 19
ساخت قالب فلزی بتن یکی از مهمترین مراحل اجرای سازههای بتنی است که به طور مستقیم بر کیفیت نهایی بتنریزی، سرعت اجرا و ایمنی پروژه تأثیر میگذارد. قالب فلزی بتن به دلیل استحکام بالا، قابلیت استفاده مجدد و دقت ابعادی، امروزه به انتخاب اول بسیاری از پیمانکاران و مجریان پروژههای عمرانی تبدیل شده است.
این مقاله بر پایه تجربه میدانی بازار، ارتباط مستمر با تولیدکنندگان و فعالان اجرایی و بررسی پروژههای واقعی در حوزه ساخت قالب فلزی تهیه شده است. هدف از این محتوا، ارائه مسیری شفاف و مرحلهبهمرحله از طراحی تا آمادهسازی قالب فلزی قابلنصب در پروژههای عمرانی است؛ بهگونهای که مخاطب با شناخت کامل مراحل ساخت قالب فلزی، مشخصات فنی و نقش تجهیزات و دستگاه ساخت قالب فلزی، در پایان مقاله بتواند تصمیمی آگاهانه و اقتصادی در زمینه خرید، ساخت یا حتی تنظیم قرارداد اجاره جک و قالب بتن بگیرد و صرفاً به یک مطالعهکننده اطلاعات عمومی محدود نماند.
مراحل ساخت و تولید قالب فلزی
ساخت قالب فلزی بتن یک فرایند مرحلهبهمرحله و کاملاً فنی است که هر بخش آن، از طراحی اولیه تا مونتاژ نهایی، تأثیر مستقیمی بر کیفیت بتنریزی و عملکرد سازه دارد. آشنایی با مراحل ساخت قالب فلزی به مجریان و خریداران کمک میکند تا با دید دقیقتری کیفیت ساخت، متریال و اجرای قالب را ارزیابی کنند. در ادامه، مراحل اصلی ساخت قالب فلزی بهصورت گامبهگام بررسی شده است.

مرحله اول: طراحی قالب فلزی (مهمترین بخش)
در فرایند مراحل ساخت قالب فلزی، مرحله طراحی بهعنوان مهمترین و حساسترین بخش شناخته میشود؛ بخشی که ضعف در آن میتواند تمام مراحل بعدی ساخت، مونتاژ و حتی نصب قالب را با مشکل مواجه کند. تجربه بازار نشان میدهد بسیاری از مشکلات اجرایی قالبها، نه در ساخت، بلکه ریشه در طراحی اولیه دارند و این موضوع علاوه بر افت کیفیت اجرا، تأثیر مستقیمی بر قیمت قالب بتن فلزی میگذارد. موضوعی که در پروژههای بزرگ، همزمان با هزینههایی مانند قیمت جک سقفی و تجهیزات نگهدارنده قالب، اهمیت دوچندان پیدا میکند.
طراحی دستی در برابر طراحی نرم افزاری
درگذشته، طراحی قالب فلزی عمدتاً بهصورت دستی و بر اساس تجربه استادکار انجام میشد. هرچند این روش هنوز در پروژههای کوچک دیده میشود، اما در پروژههای حرفهای، طراحی نرمافزاری جایگزین آن شده است. استفاده از نرمافزارهای مهندسی باعث افزایش دقت، کاهش خطا و بهینهسازی مصرف متریال میشود.
نرمافزارهای رایج در طراحی قالب فلزی:
- AutoCAD: مناسب برای ترسیم نقشههای دوبعدی، جزئیات اجرایی و نقشه مونتاژ
- SolidWorks: مناسب برای طراحی سهبعدی، بررسی مونتاژ، تحلیل خطا و کنترل تلرانسها
خطاهای رایج در طراحی قالب فلزی
بخش قابلتوجهی از مشکلات قالب فلزی بتن، ناشی از خطاهای طراحی است؛ خطاهایی که با بررسی دقیق در مرحله طراحی و استفاده از نرمافزار مناسب، بهراحتی قابلپیشگیری هستند.
جدول خطاهای رایج طراحی قالب فلزی
| خطای طراحی | نتیجه و پیامد اجرایی |
| ضخامت اشتباه ورق | تاب برداشتن قالب، کاهش عمر مفید و افت دقت بتنریزی |
| عدم پیشبینی انبساط و انقباض فلز | تغییر ابعاد قالب در حین اجرا و اختلال در نصب |
| عدم پیشبینی نحوه مونتاژ | افزایش زمان نصب و دشواری در بستن قالبها |
| نبود نقشه اجرایی دقیق | دوبارهکاری، افزایش هزینه و اتلاف زمان پروژه |
طراحی اصولی قالب فلزی باید علاوه بر ابعاد و ضخامت ورق، مواردی مانند نحوه مونتاژ، محل اتصالات، شرایط محیطی و حتی محدودیتهای اجرایی کارگاه را در نظر بگیرد. آگاهی از این نکات به خریداران و مجریان کمک میکند تا هنگام سفارش یا خرید قالب فلزی، ارزیابی دقیقتری از کیفیت طراحی و ساخت داشته باشند.
مرحله دوم: انتخاب متریال مناسب در ساخت قالب فلزی
دو گرید فولادی رایج در ساخت قالب فلزی، ST37 و ST52 هستند:
- ورق ST37: فولادی با جوشپذیری و شکلپذیری بالا که برای ساخت قالبهای معمولی بتن و کاربردهای ساختمانی استاندارد مناسب است.
- ورق ST52: فولادی با استحکام کششی و مقاومت بالاتر نسبت به ST37 که در مواردی که نیاز به تحمل بار و ضربه بیشتر باشد (مثل قالبهای صنعتی سنگین)، ترجیح داده میشود.
طبق دادههای استاندارد، ST52 به طور قابلتوجهی مقاومت و تنش تسلیم بالاتری نسبت به ST37 دارد (حدود ≥355 مگاپاسکال در مقابل ≈235 مگاپاسکال) و درعینحال جوشپذیری و شکلپذیری ST37 بهتر است. این تفاوت باعث میشود انتخاب گرید فولاد بسته به فشار کاری قالب و نوع پروژه متفاوت باشد.
جدول پیشنهادی ضخامت ورق بر اساس کاربرد
| کاربرد قالب | گرید ورق فولادی پیشنهادشده | ضخامت پیشنهادی (میلیمتر) | توضیح فنی |
| قالب بتن سبک | ST37 | ۳ | تعادل مناسب بین هزینه، وزن و استحکام برای بارهای معمولی بتنریزی |
| قالب بتن سنگین | ST37 / ST52 | ۴ – ۵ | ضخامت بیشتر برای تحمل فشار بالاتر بتن تازه و افزایش دوام قالب |
| قالب صنعتی سنگین | ST52 | ≥۵ | نیازمند مقاومت بیشتر و تحمل نیروهای بزرگتر در کاربردهای صنعتی |
این ضخامتها بر اساس استانداردهای رایج بازار و تجربه اجرایی در پروژههای عمرانی و صنعتی تعیین میشوند و در عمل میتوانند بر اساس طراحی دقیق قالب کمی تغییر کنند.
تأثیر متریال روی قیمت نهایی
انتخاب گرید و ضخامت ورق فولادی، یکی از بزرگترین عوامل تأثیرگذار روی قیمت نهایی قالب فلزی است:
- گرید ST52 معمولاً قیمت ورق بالاتری نسبت به ST37 دارد؛ زیرا ترکیب شیمیایی و استحکام بیشتر آن نیازمند فرایند تولید دقیقتر است.
- افزایش ضخامت ورق نیز بهصورت خطی وزن و مصرف فولاد را افزایش میدهد و در نتیجه قیمت تمامشده قالب را بالا میبرد (مثلاً قالب ۵ میلیمتر نسبت به ۳ میلیمتر حدود ۶۶٪ فولاد بیشتری مصرف میکند).
انتخاب ضخامت و گرید مناسب باید مبتنی بر نیاز واقعی پروژه باشد؛ نه صرفاً انتخاب ضخامت بیشتر برای «ایمنی بیش از حد»، چرا که هزینههای حمل، نصب و نگهداری را نیز افزایش میدهد.

مرحله سوم: برشکاری قطعات قالب فلزی
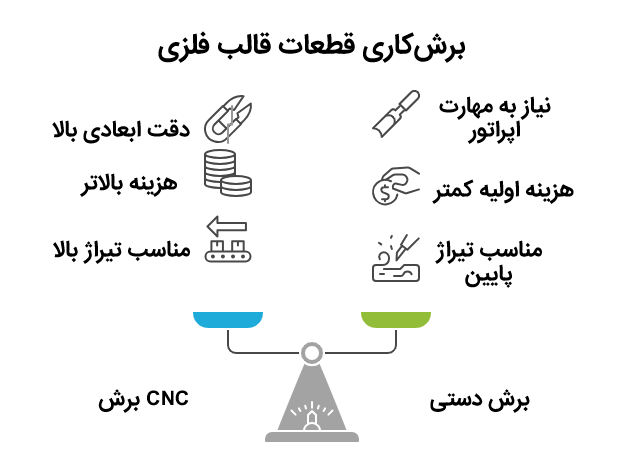
در ادامه مراحل ساخت قالب فلزی، مرحله برشکاری قطعات از نظر دقت ابعادی و کیفیت نهایی قالب اهمیت بالایی دارد. تجربه بازار نشان میدهد انتخاب روش برش، باید بر اساس تیراژ تولید، حساسیت ابعادی و بودجه پروژه انجام شود؛ نه صرفاً بر اساس پیشرفته بودن تجهیزات.
روشهای رایج برشکاری قالب فلزی
روشهای برشکاری قالب فلزی شامل موارد زیر است:
1. برش CNC
در این روش، برش ورقهای فولادی با استفاده از دستگاههای CNC (مانند CNC هواگاز یا پلاسما) انجام میشود. این روش دقت بسیار بالایی دارد و خطای انسانی در آن به حداقل میرسد.
- دقت ابعادی بالا و یکنواختی قطعات
- مناسب قالبهای صنعتی و پروژههای با حساسیت بالا
- هزینه بالاتر نسبت به روشهای سنتی، بهویژه در تیراژ پایین
2. برش دستی
برش دستی معمولاً با دستگاههای سادهتر مانند هواگاز یا سنگ فرز انجام میشود و هنوز در بسیاری از کارگاههای ساخت قالب فلزی بتن رایج است.
- هزینه اولیه کمتر
- مناسب پروژههای کوچک و تیراژ محدود
- نیاز زیاد به مهارت اپراتور و امکان وقوع خطای انسانی
مقایسه روشهای برش قطعات قالب فلزی
| روش برش | دقت برش | هزینه | مناسب برای |
| CNC | بسیار بالا | بیشتر | قالبهای صنعتی، تیراژ بالا، دقت حساس |
| برش دستی | متوسط | کمتر | پروژههای کوچک، قالبهای ساده |
برش و پانچ تسمههای کناری قالب فلزی
در فرایند ساخت قالب فلزی، تسمههای کناری نقش تعیینکنندهای در حفظ شکل، تراز و استحکام کلی قالب دارند و دقت در برش و پانچ آنها مستقیماً بر عملکرد نهایی قالب در زمان بتنریزی اثر میگذارد. برخلاف تصور رایج، بخش قابلتوجهی از مشکلات اجرایی و لق زدن قالبها نه از ورق رویه، بلکه از بیدقتی در برش و پانچ تسمههای کناری ناشی میشود.
در حالیکه قالب فلزی ذاتاً مستحکم است، اجرای دقیق تسمههای کناری نقطه تمایز آن با گزینههای جایگزین محسوب میشود؛ بهویژه در مقایسه و بررسی معایب قالب پلاستیکی بتن که ضعف اتصالات و صلبیت، چالش رایج آنهاست.
نقش تسمه کناری در قالب فلزی
تسمه کناری وظیفه ایجاد صلبیت، حفظ شکل هندسی قالب و انتقال نیروهای بتن تازه را بر عهده دارد. این تسمهها محل اصلی اتصال پین، گوه و پیچ هستند و اگر بهدرستی طراحی و پانچ نشوند، کل قالب دچار لق زدگی و ناترازی میشود.
چرا پانچ کاری تسمه کناری مهم است؟
پانچ کاری دقیق تسمههای کناری به دلایل زیر اهمیت بالایی دارد:
- ایجاد محل اتصال دقیق برای پین و گوه
- امکان مونتاژ سریع و بدون فشار اضافی
- حفظ تراز قالب در طول بتنریزی
- جلوگیری از تمرکز تنش و تغییر شکل قالب
پانچ اشتباه، حتی با بهترین ورق و جوشکاری، میتواند باعث ازکارافتادن کل سیستم قالببندی شود.
جدول مشخصات اجرایی تسمه کناری قالب فلزی
| آیتم | توضیح |
| ضخامت تسمه رایج | ۳ تا ۵ میلیمتر |
| فاصله سوراخها | ۵۰ تا ۷۰ سانتیمتر |
| خطای رایج | پانچ خارج از محور |
| نتیجه خطا | عدم تراز قالب و لق زدن در مونتاژ |
بر اساس تجربه اجرایی بازار، حدود ۷۰٪ لق زدن قالبهای فلزی به دلیل پانچ اشتباه تسمههای کناری است، نه ضعف ورق رویه یا جوشکاری. به همین دلیل، هنگام خرید یا سفارش قالب فلزی، بررسی دقت پانچ تسمهها یکی از مهمترین معیارهای ارزیابی کیفیت محسوب میشود.
اتصال تسمههای کناری به ورق رویه قالب
نحوه اتصال تسمههای کناری به ورق رویه، نقش مستقیم در استحکام و تراز نهایی قالب فلزی دارد و اجرای نادرست آن میتواند باعث تاببرداشتگی یا لق زدن قالب در زمان بتنریزی شود.اتصال معمولاً به دو روش انجام میشود: جوش پیوسته که استحکام بالاتری دارد؛ اما ریسک تاب برداشتگی را افزایش میدهد، و جوش منقطع (نقطهای) که در اغلب قالبهای بتن انتخاب مناسبتری است و تعادل خوبی بین استحکام و کنترل حرارت ایجاد میکند. در برخی قالبهای خاص نیز از پیچومهره استفاده میشود. در اجرای اصولی، ابتدا تسمههای کناری به ورق رویه متصل میشوند و سپس پشتبندها نصب میگردند؛ رعایت این ترتیب تأثیر زیادی بر کیفیت نهایی قالب دارد.
جدول مقایسه روش اتصال تسمه کناری
| روش اتصال | استحکام | ریسک تاب برداشتگی |
| جوش پیوسته | بالا | زیاد |
| جوش منقطع | مناسب | کم |
| پیچومهره | متوسط | کم |
📌 نکته تجربی: در اکثر قالبهای فلزی بتن، جوش منقطع اصولی بهترین انتخاب کارگاهی است.
مرحله چهارم: جوشکاری قالب فلزی
در میان مراحل ساخت قالب فلزی، جوشکاری یکی از تخصصیترین و تعیینکنندهترین مراحل است؛ چرا که کیفیت جوش مستقیماً بر استحکام، طول عمر و ایمنی قالب فلزی بتن تأثیر میگذارد. بسیاری از مشکلاتی مانند ترکخوردگی، باز شدن اتصالات و تغییر شکل قالب در حین بتنریزی، ناشی از جوشکاری غیراصولی است.
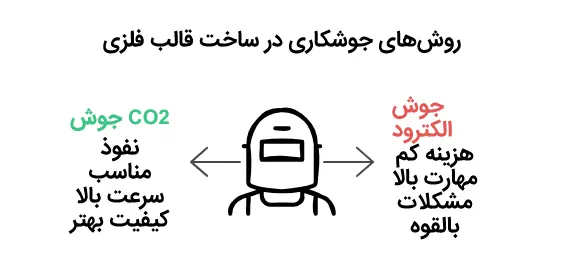
انواع روشهای جوشکاری در ساخت قالب فلزی
1. جوش CO2 (MIG/MAG)
این روش امروزه یکی از رایجترین و استانداردترین روشها در ساخت قالب فلزی محسوب میشود.
- نفوذ مناسب جوش و یکنواختی بالا
- سرعت اجرای بیشتر نسبت به جوش دستی
- کاهش پاشش و کیفیت ظاهری بهتر جوش
- مناسب برای تولید تیراژ بالا و قالبهای صنعتی
2. جوش الکترود (دستی)
جوش الکترود هنوز در بسیاری از کارگاههای ساخت قالب فلزی بتن مورداستفاده قرار میگیرد، بهویژه در پروژههای کوچک یا تعمیرات.
- هزینه اولیه کمتر تجهیزات
- وابستگی زیاد به مهارت جوشکار
- احتمال بیشتر ایجاد سرباره، تخلخل و ضعف در نفوذ جوش
- تأثیر جوشکاری نامناسب بر عمر قالب فلزی
- جوش بد یا غیراستاندارد میتواند پیامدهای جدی به همراه داشته باشد
- کاهش مقاومت اتصالات در برابر فشار بتن تازه
- ایجاد ترکهای ریز که در استفادههای بعدی گسترش پیدا میکنند
- تغییر شکل قالب و افت دقت ابعادی
- کاهش تعداد دفعات قابلاستفاده قالب و افزایش هزینههای تعمیر یا تعویض
به همین دلیل، حتی استفاده از ورق باکیفیت و طراحی دقیق، بدون جوشکاری اصولی نمیتواند عملکرد مطلوب قالب فلزی را تضمین کند.
Steel formwork is made of high-quality steel and can withstand the harsh conditions of the construction site
Construction steel formwork can be used multiple times in construction projects, which makes it a cost-effective option. It can be easily disassembled and reassembled and can be used for different types of structures
Metal formwork provides excellent strength and stability for concrete structures. It can withstand the pressure and weight of wet concrete and helps achieve a uniform and high-quality finishقالب فلزی که از فولاد باکیفیت ساخته میشود، توان تحمل شرایط سخت کارگاهی را دارد و به دلیل قابلیت استفاده مجدد، گزینهای اقتصادی در پروژههای عمرانی محسوب میشود. این قالبها با استحکام و پایداری بالا، فشار بتن تازه را بهخوبی تحمل کرده و سطحی یکنواخت و باکیفیت در سازههای بتنی ایجاد میکنند.
تست استحکام بعد از جوشکاری
پس از اتمام عملیات جوشکاری، انجام تستهای کنترل کیفیت ضروری است. این تستها بسته به حساسیت پروژه میتوانند شامل موارد زیر باشند:
- بازرسی چشمی برای تشخیص ترک، تخلخل و ناپیوستگی جوش
- تست ضربهای یا چکشکاری سبک برای بررسی استحکام اتصال
- کنترل تراز و ابعاد قالب جهت اطمینان از عدم تاببرداشتگی
انجام این کنترلها پیش از ورود قالب به مرحله مونتاژ یا نصب، نقش مهمی در افزایش دوام و عملکرد قالب فلزی در پروژههای عمرانی دارد.
مرحله پنجم: مونتاژ نهایی قالب فلزی
مرحله مونتاژ نهایی قالب فلزی، جایی است که کیفیت کل فرایند ساخت مشخص میشود. تجربه نشان میدهد که حتی بهترین طراحی، متریال و جوشکاری بدون مونتاژ اصولی، نتیجه مطلوبی در پروژههای بتنریزی ایجاد نمیکند.
نکات کلیدی در مونتاژ قالب فلزی
رعایت اصول و جزئیات فنی در مونتاژ قالب فلزی، تضمینکننده دقت ابعادی، استحکام و طول عمر قالب در پروژههای بتنی است و در ادامه، مهمترین نکات کلیدی ارائه شدهاند.
1. تراز بودن قالب
قبل از هرگونه بتنریزی، قالبها باید به طور دقیق تراز شوند. تراز نبودن باعث تغییر شکل بتن، تاب برداشتن قالب و ایجاد خطاهای ابعادی در سازه میشود. استفاده از شاقول و ابزاردقیق ترازگیری ضروری است.
2. تست خشک قبل از استفاده
قبل از بتنریزی، قالبها را بهصورت خشک مونتاژ کنید تا مطمئن شوید همه قطعات دقیقاً در جای خود قرار گرفتهاند. این تست باعث شناسایی ناهماهنگیها، پیچخوردهها و مشکلات مونتاژ قبل از اعمال فشار بتن میشود.
3. استفاده از پیچ و پین استاندارد
تمام اتصالات باید با پیچ و پین استاندارد صورت گیرد تا در حین بتنریزی قالب باز یا شل نشود. استفاده از تجهیزات غیراستاندارد میتواند باعث افت استحکام و حتی حوادث ایمنی شود.

مرحله ششم: کنترل کیفیت در تولید قالب فلزی (QC)
کنترل کیفیت در تولید قالب فلزی، آخرین و مهمترین فیلتر قبل از تحویل یا نصب قالب است. اجرای QC بهصورت مرحلهای باعث میشود خطاهای ساخت قبل از ورود قالب به پروژه شناسایی و اصلاح شوند.
مراحل اصلی کنترل کیفیت قالب فلزی
1. کنترل ابعادی
در این مرحله، ابعاد کلی قالب، تراز بودن و تطابق با نقشه بررسی میشود. کوچکترین خطای ابعادی میتواند در مونتاژ نهایی مشکل ایجاد کند.
2. کنترل کیفیت جوش
جوشها باید از نظر ترک، بریدگی، تخلخل و یکنواختی بررسی شوند. جوش ضعیف، یکی از اصلیترین عوامل کاهش عمر قالب فلزی است.
3. تست مونتاژ خشک
قالب بدون بتن و بهصورت خشک مونتاژ میشود تا از صحت اتصالات، همخوانی قطعات و نبود لقی اطمینان حاصل شود.
4. بررسی تاب و لقی قالب
در این مرحله، تاب برداشتگی ورق و لق زدن اتصالات بررسی میشود؛ مشکلی که در صورت بیتوجهی، در زمان بتنریزی تشدید خواهد شد.
جدول چک لیست کنترل کیفیت (QC) قالب فلزی
| آیتم کنترل | معیار قبولی |
| تراز قالب | انحراف کمتر از ۲ میلیمتر |
| جوش | بدون ترک و بریدگی |
| سوراخها | هم محور و منطبق |
| مونتاژ | بدون لقی |
📌 نکته اجرایی: قالبی که تست مونتاژ خشک و کنترل تراز را با موفقیت پشت سر بگذارد، در اجرا حداقل مشکل را خواهد داشت و هزینههای دوبارهکاری پروژه را بهشدت کاهش میدهد.
مرحله هفتم: رنگآمیزی و پوشش نهایی قالب فلزی
هدف از رنگآمیزی قالب فلزی محافظت از فلز در برابر رطوبت و خوردگی است، نه زیبایی ظاهری. انتخاب نوع رنگ باید متناسب با مدت و نوع استفاده از قالب انجام شود.
- رنگروغنی: دوام متوسط، مناسب پروژههای کوتاهمدت
- رنگ اپوکسی: دوام بالا، مناسب قالبهای صنعتی و پرتکرار
- بدون رنگ: برای قالبهای موقت و مصرفی
❌ اشتباه رایج: رنگکاری قبل از انجام کامل کنترل کیفیت (QC) که باعث پنهانشدن ایرادات ساخت میشود.
| نوع رنگ | دوام | کاربرد |
| روغنی | متوسط | پروژه کوتاه |
| اپوکسی | بالا | قالب صنعتی |
| بدون رنگ | — | قالب موقت |
📌 رنگآمیزی باید آخرین مرحله تولید قالب فلزی و پس از تأیید نهایی QC انجام شود.
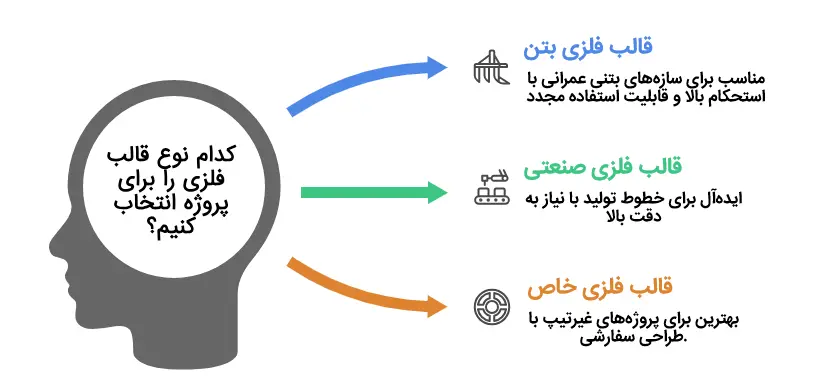
انواع قالب فلزی بر اساس کاربرد
انواع قالب فلزی بر اساس کاربرد، تفاوتهای قابلتوجهی در طراحی، ساخت و هزینه دارند. قالب فلزی بتن رایجترین نوع قالب است که در پروژههای عمرانی استفاده میشود و به دلیل ضخامت مناسب ورق (۳ تا ۵ میلیمتر) و دوام بالا، انتخابی اقتصادی و قابلاعتماد محسوب میشود. در مقابل، قالب فلزی صنعتی بیشتر در خطوط تولید به کار میرود و به دلیل حساسیت فرایند، نیازمند دقت ساخت بسیار بالا و استفاده از تجهیزات و دستگاه ساخت قالب فلزی دقیق است.
قالب فلزی خاص یا سفارشی نیز برای پروژههایی طراحی میشود که قالبهای استاندارد پاسخگوی نیاز آنها نیستند؛ این نوع قالبها پروژهمحور بوده و به دلیل زمان و پیچیدگی طراحی، معمولاً هزینهای حدود ۲۰ تا ۳۰ درصد بالاتر دارند. شناخت این تفاوتها به خریداران کمک میکند تا متناسب با نیاز پروژه، تصمیمی فنی و اقتصادی در انتخاب قالب فلزی اتخاذ کنند.
جدول مقایسه انواع قالب فلزی
| نوع قالب فلزی | کاربرد اصلی | مثال واقعی از استفاده | مشخصات فنی شاخص | نکات مهم اجرایی |
| قالب فلزی بتن | اجرای سازههای بتنی عمرانی | قالببندی ستون، تیر، فونداسیون و دیوار برشی در پروژههای ساختمانی و عمرانی | ضخامت رایج ورق: ۳ تا ۵ میلیمتر | استحکام بالا، قابلیت استفاده مجدد، مناسب پروژههای پرتکرار |
| قالب فلزی صنعتی | خطوط تولید و فرایندهای صنعتی | قالبهای مورداستفاده در کارخانههای قطعهسازی یا خطوط مونتاژ | نیاز بهدقت بالا با تلرانس زیر ۱ میلیمتر | طراحی دقیق، حساس به کیفیت ساخت و مونتاژ |
| قالب فلزی خاص (سفارشی) | پروژههای خاص و غیرتیپ | قالبهای خاص برای سازههای منحنی، پروژههای معماری خاص یا تجهیزات ویژه | طراحی اختصاصی بر اساس پروژه | هزینه طراحی بالاتر، حدود ۲۰ تا ۳۰٪ بیشتر نسبت به قالبهای معمول |
هزینه ساخت قالب فلزی
یکی از سؤالات پرتکرار در بازار قالب فلزی بتن، هزینه ساخت آن است. این هزینه به عواملی مانند نوع پروژه، متریال مصرفی، طراحی قالب و تیراژ تولید بستگی دارد و معمولاً در کنار سایر آیتمهای اجرایی مانند قالببندی، آرماتوربندی و قیمت سیم آرماتوربندی بررسی میشود. به همین دلیل ارائه یک بازه قیمتی تقریبی میتواند دید مناسبی برای تصمیمگیری اولیه خریداران ایجاد کند.
عوامل تأثیرگذار بر هزینه ساخت قالب فلزی
| عامل | درصد تأثیر تقریبی روی هزینه | توضیح |
| ضخامت ورق | حدود ۴۰٪ | هرچه ضخامت ورق بیشتر باشد، مصرف فولاد و وزن قالب افزایشیافته و قیمت بالاتر میرود |
| نوع طراحی | ۲۰–۳۰٪ | طراحی پیچیدهتر و سفارشی، زمان و دقت بیشتری میطلبد و هزینه را بالا میبرد |
| روش ساخت | ۱۵–۲۵٪ | استفاده از CNC و جوشکاری دقیق نسبت به روشهای دستی، هزینه ساخت را افزایش میدهد |
قیمت قالب فلزی در پروژههای سبک و کوچک معمولاً در حداقل رنج قرار میگیرد. قالبهای صنعتی، سنگین یا پروژهمحور که نیاز به طراحی سفارشی و ورق ضخیم دارند، در حد بالای رنج قیمتی هستند.
شناخت دقیق مراحل ساخت قالب فلزی، نوع متریال، ضخامت و روش ساخت، کمک میکند تا خریدار با بودجه محدود نیز تصمیمی اقتصادی و بهینه بگیرد.
اشتباهات رایج در ساخت قالب فلزی
در تجربه عملی بازار و پروژههای عمرانی، برخی اشتباهات رایج در ساخت قالب فلزی میتوانند باعث افزایش هزینه، کاهش عمر قالب و مشکلات اجرایی شوند. آگاهی از این اشتباهات به خریدار و مجری کمک میکند تا از هزینههای اضافی جلوگیری کند. مهمترین اشتباهات شامل موارد زیر است:
- حذف مرحله طراحی
برخی افراد یا پیمانکاران بهاشتباه مرحله طراحی را کوتاه یا حذف میکنند. این کار باعث خطاهای ابعادی، مشکلات مونتاژ و کاهش دوام قالب میشود.
- استفاده از ورق نامناسب
انتخاب ورق با گرید یا ضخامت غیراستاندارد (مثلاً ST37 بهجای ST52 برای قالب صنعتی سنگین) میتواند مقاومت قالب را کاهش دهد و در نهایت هزینه تعمیر و تعویض را افزایش دهد.
- مونتاژ بدون تست خشک و کنترل ابعادی
عدم تست خشک و عدم بررسی تراز بودن قالب قبل از بتنریزی، یکی از رایجترین دلایل تاب برداشتن قالب، افت کیفیت بتن و دوبارهکاری است.
پرهیز از این اشتباهات، تضمینکننده عمر بیشتر قالب فلزی و کاهش هزینههای جانبی پروژه است.

خدمات آهن آپ در تأمین و ساخت قالب فلزی
آهن آپ بهعنوان مجموعهای فعال در حوزه بازرگانی و فروش مقاطع فولادی، مواد اولیه مورداستفاده در قالبسازی را بهصورت مستقیم تأمین میکند. ورقهای مورداستفاده در تولید قالب فلزی از کارخانه فولاد مبارکه اصفهان تهیه میشوند که از نظر کیفیت، یکنواختی ضخامت و تطابق با استانداردهای فنی، در بالاترین سطح بازار قرار دارند.
ازآنجاکه تسمههای کناری قالب فلزی نیز بهصورت دستاول و بدون واسطه تأمین میشوند، قیمت تمام شده آنها برای مشتریان اقتصادی و رقابتی است و تأثیر مستقیمی بر کاهش هزینه نهایی پروژه دارد.
در کنار فعالیت بازرگانی، آهن آپ دارای کارگاه تولید قالب فلزی است و انواع قالب فلزی بتن، کنجهای داخلی و خارجی و متعلقات قالببندی را متناسب با نیاز پروژه تولید و عرضه میکند. این ساختار یکپارچه باعث شده محصولات قالب فلزی آهن آپ باکیفیت قابلاطمینان و قیمت منصفانه در اختیار مجریان و پیمانکاران قرار گیرد.
سؤالات متداول ساخت قالب فلزی
۱. قالب فلزی چند بار قابلاستفاده است؟
بسته به کیفیت و نگهداری، قالب فلزی میتواند دهها تا چند صدبار مورداستفاده قرار گیرد.
۲. آیا قالب فلزی نیاز به روغنکاری دارد؟
بله قبل از هر بار استفاده باید روغنکاری شود تا مواد به قالب نچسبند و عمر آن افزایش یابد.
3. چگونه طول عمر قالب فلزی را افزایش دهیم؟
با تمیزکاری منظم، روغنکاری قبل و بعد از استفاده و جلوگیری از ضربه و فشار زیاد میتوان طول عمر قالب را افزایش داد.
4. آیا قالب فلزی نیاز به تعمیر دارد؟
بله در صورت ایجاد خراش، تغییر شکل یا زنگزدگی، قالبها باید تعمیر یا صیقل داده شوند تا عملکرد صحیحشان حفظ شود.
هیچ دیدگاهی ثبت نشده است