






فرآیند تولید ورق سیاه؛ مراحل، استانداردها و روش های تولید

- نویسنده شیوا خضوعی
- تاریخ انتشار ۲۷ . ۱۲ . ۱۴۰۴
- تعداد دیدگاه بدون دیدگاه
- موضوع آهن آپ
- تعداد بازدید 4 بازدید
- دقیقه مطالعه دقیقه 12
فرآیند تولید ورق سیاه یکی از مهمترین فرآیندهای صنعتی در زنجیره تولید فولاد است که طی آن فولاد مذاب در خطوط نورد گرم به ورقهایی مقاوم و پرکاربرد تبدیل میشود. شناخت دقیق مراحل تولید ورق به فعالان حوزه فولاد و خریداران کمک میکند تا درک بهتری از کیفیت، استانداردها و ویژگیهای فنی این محصول داشته باشند. در ادامه این مقاله، به بررسی کامل روش تولید ورق سیاه، مراحل اصلی تولید و استانداردهای مهم آن در صنعت فولاد میپردازیم.
| ویژگی | نورد گرم | نورد سرد |
| دمای فرآیند | °C >900 | دمای محیط |
| مواد اولیه | تختال یا شمش فولادی | ورق نورد گرم |
| هدف اصلی | کاهش ضخامت زیاد، تولید ورق سیاه | دقت ابعادی، صافی سطح و سختی بیشتر |
| سطح و دقت | نسبتا خشن، تلرانس متوسط | صاف، براق، تلرانس بالا |
| خواص مکانیکی | مقاومت پایه، شکلپذیری متوسط | سختی و استحکام بالاتر، شکلپذیری کنترلشده |
| کاربرد اصلی | سازهها، صنعت عمومی | قطعات دقیق، بدنه خودرو، صنایع حساس |
آشنایی با فرآیند تولید ورق سیاه
در صنعت فولاد، تولید ورق سیاه این محصول شامل مجموعهای از مراحل متوالی و دقیق است که در هر مرحله پارامترهایی مانند دما، فشار غلتکها، سرعت نورد و ترکیب شیمیایی فولاد کنترل میشود تا ورق نهایی از نظر خواص مکانیکی، ضخامت و کیفیت سطح در محدوده استاندارد قرار گیرد. در ادامه در رابطه با فرآیند تولید ورق سیاه به روش نورد سرد و گرم بیشتر صحبت خواهیم کرد:
فرآیند نورد سرد در تولید ورق فولادی
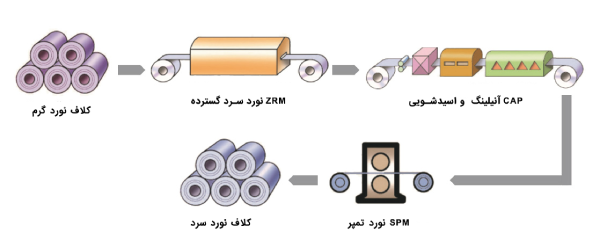
تولید ورق فولادی به روش نورد سرد، یکی از فرآیندهای پیشرفته در صنعت فولاد است که با هدف افزایش دقت ابعادی، بهبود کیفیت سطح و ارتقای خواص مکانیکی ورق انجام میشود. در این فرآیند، ورقهای تولیدشده در نورد گرم بهعنوان ماده اولیه مورد استفاده قرار میگیرند و پس از انجام چند مرحله عملیات مکانیکی و حرارتی، به محصولی با سطحی صاف، ضخامت یکنواخت و استحکام بیشتر تبدیل میشوند. مراحل اصلی این فرآیند به شرح زیر است:
۱. اسیدشویی
در ابتدای فرآیند، ورقهای نورد گرم وارد واحد اسیدشویی میشوند. در این مرحله، ورقها در حمامهای اسیدی (معمولاً اسید کلریدریک یا اسید سولفوریک) قرار میگیرند تا لایههای اکسیدی، پوستههای نورد و ناخالصیهای سطحی که در اثر نورد گرم ایجاد شدهاند، از سطح ورق حذف شوند. این عملیات باعث آمادهسازی سطح ورق برای مراحل بعدی نورد میشود.
۲. شستوشو و خشککردن
پس از اسیدشویی، ورقها با آب شستوشو داده شده و سپس در واحدهای خشککن صنعتی خشک میشوند. این مرحله برای جلوگیری از باقی ماندن مواد شیمیایی و جلوگیری از خوردگی سطحی اهمیت زیادی دارد.
۳. نورد سرد
در مرحله بعد، ورقهای تمیز شده از میان غلتکهای نورد سرد عبور داده میشوند. این عملیات در دمای محیط انجام میشود و باعث کاهش ضخامت ورق و دستیابی به ابعاد موردنظر میگردد. نورد سرد با ایجاد تغییر شکل پلاستیک در ساختار فلزی، سبب افزایش استحکام و سختی ورق و همچنین بهبود یکنواختی ضخامت میشود.
۴. عملیات حرارتی آنیلینگ
پس از نورد سرد، به دلیل ایجاد تنشهای داخلی در ساختار فلز، ورقها معمولاً تحت عملیات حرارتی آنیلینگ (Annealing) قرار میگیرند. در این فرآیند، ورقها در کورههای مخصوص تا دمای مشخصی گرم و سپس بهصورت کنترلشده سرد میشوند. این عملیات باعث کاهش تنشهای داخلی، افزایش انعطافپذیری و بهبود قابلیت شکلدهی ورق میشود.
۵. پوششدهی و عملیات تکمیلی
در برخی کاربردها، ورقهای تولید شده تحت عملیات تکمیلی قرار میگیرند. از جمله مهمترین این عملیاتها میتوان به موارد زیر اشاره کرد:
- گالوانیزه کردن برای افزایش مقاومت در برابر خوردگی
- پوششدهی رنگی برای کاربردهای دکوراتیو و صنعتی
- روغنکاری سطحی برای جلوگیری از اکسیداسیون و زنگزدگی
ویژگیهای ورق تولیدشده به روش نورد سرد
ورق فولادی تولید شده به این روش در بازار با نام ورق روغنی شناخته میشود و از نظر ویژگیهای فنی با ورق سیاه تفاوت دارد. مهمترین خصوصیات این نوع ورق عبارتاند از:
- استحکام و سختی بالاتر به دلیل کارسرد و کاهش ضخامت در دمای پایین
- دقت ابعادی بالا و تلرانسهای دقیقتر
- سطح صاف، یکنواخت و براقتر نسبت به ورقهای نورد گرم
- قابلیت مناسب برای شکلدهی دقیق در صنایع مختلف
فرآیند تولید ورق سیاه به روش نورد گرم
تولید ورق سیاه در صنعت فولاد از طریق فرآیند نورد گرم انجام میشود. این فرآیند شامل مجموعهای از مراحل پیوسته و دقیق است که طی آن تختالهای فولادی در دمای بالا تحت تغییر شکل قرار گرفته و به ورقهایی با ضخامت مشخص تبدیل میشوند. کنترل دقیق دما، فشار غلتکها، سرعت نورد و ترکیب شیمیایی فولاد در هر یک از مراحل، نقش مهمی در کیفیت نهایی محصول دارد. در ادامه، مراحل تولید ورق سیاه در خطوط صنعتی نورد گرم به صورت تخصصی بررسی میشود.
Hot rolling, the process used to make hot rolled steel, involves rolling steel at high temperatures (typically over 1700˚F). These high temperatures are above steel’s recrystallization temperature, allowing the steel to be easily shaped, formed, and made in larger sizes
نورد گرم، فرآیندی است که برای تولید فولاد نورد گرم استفاده میشود و شامل عبور دادن فولاد از غلتکها در دماهای بسیار بالا (معمولاً بالای ۱۷۰۰ درجه فارنهایت) است. این دماها بالاتر از نقطه بازبلور فولاد هستند و به آن اجازه میدهند تا به راحتی شکل بگیرد، فرمدهی شود و در اندازههای بزرگتر تولید گردد.
1-آمادهسازی مواد اولیه
در نخستین مرحله از فرآیند تولید ورق سیاه، مواد اولیه مناسب شامل شمش یا تختال فولادی با ترکیب شیمیایی کنترلشده انتخاب میشوند. این تختالها معمولاً در واحدهای ریختهگری مداوم تولید شده و از نظر کیفیت سطح، یکنواختی ساختار و عدم وجود ترک یا حفرههای داخلی مورد بازرسی قرار میگیرند.
کیفیت مواد اولیه در این مرحله اهمیت بسیار زیادی دارد؛ زیرا هرگونه نقص در ساختار تختال میتواند در مراحل بعدی نورد به ایجاد عیوب سطحی یا کاهش خواص مکانیکی ورق منجر شود. پس از انجام کنترلهای کیفی، تختالها برای ورود به مرحله بعد به کورههای پیشگرم منتقل میشوند.
2-پیشگرم و گداختن تختالها
در این مرحله از تولید ورق سیاه، تختالها در کورههای پیشگرم تا دمایی در حدود ۱۱۰۰ تا ۱۳۰۰ درجه سانتیگراد حرارت داده میشوند. افزایش دما باعث نرم شدن ساختار فلزی و افزایش قابلیت تغییر شکل پلاستیک فولاد میشود.
پس از رسیدن به دمای مطلوب، تختالهای گداخته شده به صورت خودکار از طریق سیستمهای انتقال مکانیزه به خط نورد هدایت میشوند تا مراحل اصلی تغییر شکل آغاز شود.
3-پوستهزدایی و حذف لایههای اکسیدی
در اثر حرارت بالا و تماس فولاد با اکسیژن هوا، لایههایی از اکسید آهن روی سطح تختال تشکیل میشود. پیش از ورود به نورد، این لایهها باید حذف شوند تا کیفیت سطح ورق حفظ شود.
در این مرحله، عملیات پوستهزدایی معمولاً با استفاده از جتهای پرفشار آب یا روشهای مکانیکی انجام میشود. حذف کامل لایههای اکسیدی از ایجاد نقصهای سطحی در مراحل بعدی نورد جلوگیری میکند.
در این مرحله تفاوت ورق سیاه و گالوانیزه نیز مشخص میشود بدین صورت که ورق پس از پوستهزدایی، ورق سیاه بوده و بدون پوشش است، اما اگر نیاز به مقاومت بالاتر در برابر خوردگی باشد، همین ورق میتواند در مراحل بعدی پوششدهی شده و به ورق گالوانیزه تبدیل گردد.
4-نورد خشن
پس از آمادهسازی تختالها، آنها وارد قفسههای نورد خشن میشوند. در این مرحله، تختالهای ضخیم تحت فشار شدید غلتکها قرار گرفته و ضخامت آنها به میزان قابل توجهی کاهش مییابد، در حالی که طول آنها افزایش پیدا میکند. نورد خشن اولین مرحله اصلی تغییر شکل در فرآیند تولید ورق سیاه است و باعث میشود ساختار فلزی فولاد یکنواختتر شده و برای مراحل بعدی آماده گردد.
5-کاهش تدریجی ضخامت در نورد میانی
در ادامه خط تولید، ورق نیمهنهایی از مجموعهای از قفسههای نورد عبور میکند که هر کدام بخشی از کاهش ضخامت را انجام میدهند. در این مرحله، پارامترهایی مانند سرعت غلتکها، فشار نورد و دمای فلز به دقت کنترل میشوند. این عملیات موجب میشود ورق فولادی به تدریج به ضخامت مورد نظر نزدیک شده و خواص مکانیکی آن نیز بهبود یابد.
6-نورد نهایی
در مرحله نورد نهایی، ورق از آخرین مجموعه غلتکها عبور داده میشود تا به ضخامت دقیق و ابعاد استاندارد برسد. در این بخش از خط تولید، کنترل دما و سرعت نورد اهمیت زیادی دارد، زیرا هرگونه تغییر در این پارامترها میتواند بر کیفیت سطح، استحکام و یکنواختی ضخامت ورق تأثیر بگذارد.
نورد نهایی یکی از مهمترین مراحل در فرآیند تولید ورق سیاه محسوب میشود، زیرا ویژگیهای فیزیکی و مکانیکی محصول در این مرحله تثبیت میشود.
7-خنککاری کنترلشده
پس از خروج از قفسههای نورد نهایی، ورقها هنوز در دمای بسیار بالایی قرار دارند. برای جلوگیری از ایجاد تنشهای داخلی و تغییر شکل ناخواسته، ورقها روی میزهای خنککاری قرار گرفته و بهصورت کنترلشده توسط آب یا هوا خنک میشوند. خنککاری صحیح باعث میشود ساختار متالورژیکی ورق تثبیت شده و خواص مکانیکی آن مطابق استانداردهای مورد نظر باشد.
8-کلافپیچی
پس از کاهش دما، ورقها به وسیله دستگاههای کویلر به شکل رول یا کلاف پیچیده میشوند. تبدیل ورق به کلاف باعث میشود حملونقل، ذخیرهسازی و انتقال آن به واحدهای پاییندستی آسانتر شود. در برخی موارد نیز ورقها به صورت شیت (فابریک) در طولهای مشخص برش داده میشوند.
9-برش و جداسازی ورقها
در صورتی که محصول نهایی به صورت شیت مورد نیاز باشد، کلافها وارد خطوط برش طولی یا عرضی میشوند. در این مرحله، ورقها با استفاده از دستگاههای دقیق برش به ابعاد مورد نظر مشتری یا استانداردهای بازار تقسیم میشوند. برش دقیق باعث میشود محصول نهایی از نظر ابعادی کاملاً مطابق با نیازهای صنعتی باشد.
10-بستهبندی، مارکگذاری و وزنکشی
در مرحله پایانی تولید ورق سیاه، کلافها یا شیتهای فولادی بستهبندی شده و اطلاعات مهم محصول روی آنها درج میشود. این اطلاعات معمولاً شامل موارد زیر است:
- نام کارخانه تولیدکننده
- گرید فولاد و مشخصات فنی
- شماره ذوب
- تاریخ تولید
- وزن و ابعاد محصول
پس از بستهبندی، کلافها وزنکشی میشوند تا از تطابق وزن با استانداردهای تولید و سفارش مشتری اطمینان حاصل شود. این مرحله برای کنترل کیفیت، ثبت اطلاعات محصول و تعیین قیمت ورق سیاه اهمیت زیادی دارد.

استانداردهای تولید ورق سیاه
تولید ورق گرم مستلزم انطباق دقیق با مجموعهای از استانداردهای ملی و بینالمللی است تا ویژگیهای مکانیکی، متالورژیکی و ابعادی محصول نهایی برای کاربردهای صنعتی تضمین گردد. در این راستا، استانداردهای مرجع نظیر ASTM A36 و ASTM A1011 از سیستم استانداردسازی آمریکا، DIN EN 10025 از نظام استاندارد اروپایی/آلمانی، و ISIRI 3765 بهعنوان استاندارد ملی ایران، چارچوبهای فنی لازم را برای تولید تعریف میکنند.
این استانداردها بهصورت دقیق پارامترهایی از جمله ترکیب شیمیایی آلیاژ، خواص مکانیکی نظیر استحکام تسلیم و استحکام کششی نهایی، تلرانسهای ابعادی، یکنواختی ریزساختار و توزیع سختی را مشخص مینمایند. رعایت این الزامات نقش کلیدی در تضمین عملکرد مناسب ورق در شرایط بارگذاری استاتیکی و دینامیکی ایفا میکند.
رویکردهای پیشرفته در کنترل کیفیت طی فرآیند تولید ورق سیاه
کنترل کیفیت در تولید ورق سیاه بهصورت فرآیندی چندمرحلهای از ذوب تا نورد و خنککاری انجام شده و نقش کلیدی در تضمین کیفیت دارد. این کنترلها شامل آزمونهای غیرمخرب (NDT)، آنالیز شیمیایی، تستهای مکانیکی و بازرسیهای ابعادی است. همچنین، استقرار سیستم مدیریت کیفیت ISO 9001 موجب بهبود فرآیندها، افزایش قابلیت ردیابی، کاهش خطا و ارتقاء اعتماد مشتری میشود.
پارامترهای مؤثر بر کیفیت نهایی ورق سیاه
کیفیت نهایی ورق گرم تابعی از مجموعهای از پارامترهای متالورژیکی و فرآیندی است که در مراحل مختلف تولید کنترل میشوند:
1-ترکیب شیمیایی مواد اولیه
کنترل عناصر آلیاژی و کاهش ناخالصیهایی مانند فسفر و گوگرد، باعث بهبود خواص مکانیکی و افزایش قابلیت جوشکاری ورق میشود.
2-کنترل دمای نورد
حفظ دمای نورد در محدوده استاندارد از ایجاد ناهنجاریهای ریزساختاری جلوگیری کرده و یکنواختی استحکام را تضمین میکند.
3-یکنواختی ضخامت و ابعاد
تنظیم دقیق غلتکها و استفاده از سیستمهای کنترلی مانند AGC، منجر به تولید ورق با تلرانس دقیق و عملکرد بهتر در مراحل بعدی میشود.
4-دقت در فرآیند تولید
کل فرآیند از پیشگرم تا خنککاری نیازمند کنترل مهندسی است تا کیفیت نهایی و خواص مطلوب حاصل شود.
5-اهمیت انتخاب ورق باکیفیت
استفاده از ورق استاندارد، موجب افزایش ایمنی، کاهش هزینههای نگهداری و بهبود عملکرد تجهیزات صنعتی میشود.

فرآیند تولید ورق سیاه؛ از مهندسی دقیق تا تضمین کیفیت نهایی
فرآیند تولید ورق سیاه یک مسیر کاملاً مهندسیشده و چندمرحلهای است که از انتخاب مواد اولیه آغاز شده و با نورد گرم، خنککاری کنترلشده و عملیات تکمیلی به محصول نهایی میرسد. رعایت استانداردهای بینالمللی، کنترل دقیق پارامترهایی مانند دما، فشار و ترکیب شیمیایی، و اجرای سیستمهای پیشرفته کنترل کیفیت، همگی در دستیابی به ورقی با خواص مکانیکی مطلوب، یکنواختی ابعادی و عملکرد صنعتی بالا نقش اساسی دارند.ا نتخاب ورق باکیفیت نهتنها بهرهوری و ایمنی را افزایش میدهد، بلکه تأثیر مستقیمی بر کاهش هزینههای عملیاتی و موفقیت پروژههای صنعتی دارد.
سوالات متداول فرآیند تولید ورق سیاه
1. ورق سیاه چگونه تولید میشود؟
از طریق فرآیند نورد گرم، که طی آن تختالهای فولادی در دمای بالا تحت فشار غلتکها به ورق تبدیل میشوند.
2. تفاوت ورق سیاه و ورق روغنی چیست؟
ورق سیاه با نورد گرم تولید میشود، در حالی که ورق روغنی حاصل نورد سرد بوده و دقت ابعادی و کیفیت سطح بالاتری دارد.
3. مهمترین استانداردهای ورق سیاه کداماند؟
استانداردهای ASTM (مثل A36)، DIN EN 10025 و ISIRI 3765 از مهمترین مراجع فنی هستند.
4. چه عواملی روی کیفیت ورق سیاه تأثیر دارند؟
ترکیب شیمیایی، دمای نورد، یکنواختی ضخامت و دقت در کنترل فرآیند تولید از عوامل اصلی هستند.
5. چرا انتخاب ورق سیاه باکیفیت اهمیت دارد؟
زیرا باعث افزایش ایمنی، دوام بیشتر سازهها و کاهش هزینههای تعمیر و نگهداری در بلندمدت میشود.





هیچ دیدگاهی ثبت نشده است