






جوشکاری پروفیل سبک + نکات کاربردی

- نویسنده ندا شهابی
- تاریخ انتشار ۰۹ . ۰۴ . ۱۴۰۴
- تعداد دیدگاه بدون دیدگاه
- موضوع آهن آپ
- تعداد بازدید 500 بازدید
- دقیقه مطالعه دقیقه 11
جوشکاری پروفیل سبک یکی از مراحل حساس و تخصصی در فرایند ساخت سازههای فلزی سبک است که علاوه بر زیبایی ظاهری، استحکام و دوام سازه را نیز تضمین میکند. این نوع پروفیلها معمولاً از ورقهای فولادی نورد سرد باضخامت بین ۰٫۷ تا ۱٫۵ میلیمتر تولید میشوند و در ساخت انواع اسکلتهای سبک، قفسهها، مبلمان فلزی، کانکس و در و پنجره کاربرد گستردهای دارند. از نظر ترکیب شیمیایی، پروفیلهای سبک عمدتاً از آلیاژهای ST37 و ST52 ساخته میشوند که دارای خواص کششی مناسب و فرمپذیری بالا هستند.
بااینحال، به دلیل نازک بودن دیواره و رفتار حرارتی متفاوت این آلیاژها—مانند کاهش نقطه ذوب در اثر نورد سرد و احتمال بالارفتن تمرکز حرارتی در نقطه جوش—فرایند جوشکاری آنها بسیار حساس است. کوچکترین بیدقتی در کنترل حرارت، انتخاب نادرست جریان یا روش جوش میتواند موجب تاب برداشتن، سوراخشدن یا اعوجاج در سطح پروفیل شود. از همین رو، شناخت دقیق متالورژی پروفیل و استفاده از تکنیکهای مناسب جوشکاری، برای دستیابی به اتصالات مقاوم و بدون نقص، اهمیت بالایی دارد. برای اطلاع از قیمت پروفیل سبک و بررسی فاکتورهای مؤثر در آن، مطالعه این مقاله به شما کمک خواهد کرد.
معرفی تخصصی مواد و رفتار حرارتی پروفیل سبک
پروفیلهای سبک عمدتاً از ورقهای فولادی با فرایند نورد سرد تولید میشوند که ساختار ریزدانهتر و استحکام کششی بالاتری نسبت به ورقهای گرم نورد دارند. این ویژگیها باعث میشود که در برابر حرارت جوشکاری، حساسیت بیشتری از خود نشان دهند. با کوچکترین کنترل اشتباه در ورودی حرارت، این پروفیلها دچار تابخوردگی یا سوختگی لبهها میشوند. درک این رفتار از دیدگاه متالورژی به اپراتور کمک میکند تا در انتخاب روش جوش و پارامترهای کاری، دقت بیشتری به خرج دهد.
تجهیزات موردنیاز برای هر روش جوشکاری
برای هر روش جوشکاری پروفیل سبک، تجهیزات خاصی نیاز است. جدول زیر راهنمایی سریع برای انتخاب تجهیزات مناسب به شما میدهد:
| روش جوشکاری | تجهیزات اصلی موردنیاز |
| SMAW (الکترود دستی) | دستگاه جوش ترانس یا اینورتر، الکترود E6013، انبر، ماسک جوش |
| MIG/CO₂ | دستگاه MIG، سیمجوش ER70S، گاز CO₂ یا مخلوط آرگون -CO₂، تورچ |
| TIG (آرگون) | دستگاه جوش TIG، الکترود تنگستن، گاز آرگون، فیلر فلزی، تورچ دقیق |
| برنجکاری | مشعل گازی یا هواگاز، سیم لحیم (آلیاژ برنج)، فلاکس مخصوص |
کنترل کیفیت جوش پروفیل سبک
برای اطمینان از کیفیت جوش در سازههای سبک، استفاده از روشهای بازرسی و تست فنی ضروری است. بررسی چشمی (VT) برای ترکها، سوختگی و سطح صاف بسیار کاربرد دارد. در پروژههای حساستر، تست مایع نافذ (PT) جهت شناسایی ترکهای سطحی، و تست التراسونیک (UT) برای بررسی عمق نفوذ استفاده میشود. همچنین، تست کشش برای بررسی استحکام جوش در سازههای مهندسی توصیه میشود.
بیشتر بخوانید : کاربرد پروفیل سبک
چالشهای جوشکاری پروفیل سبک
یکی از مهمترین چالشها در جوشکاری پروفیل سبک، کنترل دقیق حرارت ورودی به سطح کار است. ازآنجاییکه این نوع پروفیلها ضخامت کمی دارند در صورت اعمال حرارت زیاد، احتمال ذوب بیش از حد دیواره و ایجاد حفره یا تغییر شکل بالا میرود. همچنین، عدم تنظیم مناسب دستگاه جوش و سرعت حرکت الکترود میتواند باعث تابخوردگی پروفیل شود که نهتنها ظاهر کار را مخدوش میکند؛ بلکه استحکام سازه را نیز کاهش میدهد. جوش پروفیل سبک به دلیل حساسیت بالا، نیازمند اپراتور ماهر و تجهیزات دقیق است؛ در غیر این صورت، حتی کوچکترین بیدقتی منجر به نقصهای ساختاری و عملکردی میشود؛ بنابراین، استفاده از روشهای کنترلشده و تکنیکهای تخصصی در جوشکاری این نوع مقاطع، ضروری است تا نتیجهای باکیفیت و ماندگار حاصل شود.
روشهای جوشکاری پروفیل سبک
در فرایند جوشکاری پروفیل سبک، انتخاب روش مناسب بر اساس ضخامت پروفیل، نوع سازه و کیفیت موردانتظار اهمیت زیادی دارد. باتوجه به حساسیت این نوع مقاطع، هر تکنیک جوشکاری دارای مزایا و محدودیتهای خاص خود است که باید بادقت در نظر گرفته شود. از جوش برق دستی گرفته تا جوش آرگون و حتی برنجکاری تزیینی، هر کدام در شرایط خاصی به کار میروند. در ادامه، رایجترین روشهای جوش پروفیل سبک را بهصورت جداگانه بررسی میکنیم تا کاربران بتوانند با دید بازتری، مناسبترین روش را برای پروژههای خود انتخاب کنند.
- جوشکاری SMAW (جوش برق الکترود دستی)
نوع دیگر جوشکاری پروفیل سبک، جوش SMAW یا الکترود دستی است که جز رایجترین روشها در پروژههای سبک و نیمهصنعتی محسوب می شود. این روش برای پروفیلهایی باضخامت بیش از ۰٫۹ میلیمتر مناسب بوده و از لحاظ اقتصادی بسیار مقرونبهصرفه است. البته اجرای موفق آن نیاز به مهارت بالا دارد؛ زیرا کنترل دستی قوس و میزان نفوذ جوش اهمیت زیادی دارد. اگر اپراتور دقت کافی نداشته باشد، خطر سوختگی یا ذوبشدن دیواره پروفیل وجود دارد. بااینحال، در صورت اجرای صحیح، جوشی مقاوم با هزینهای پایین حاصل خواهد شد.
- جوشکاری MIG / CO₂ (GMAW)
جوش MIG یا CO₂ شیوه دیگری از جوشکاری پروفیل سبک بوده که به دلیل سرعت بالا و قابلیت استفاده برای طیف وسیعی از ضخامتها، یکی از محبوبترین روشها در صنایع تولیدی است. این روش بیشتر در خطوط تولید صنعتی به کار میرود و خروجی آن، یک درز نسبتاً برجسته ولی با استحکام بالاست. کنترل خودکار سیمجوش و امکان استفاده در موقعیتهای مختلف، از مزایای این روش است. برای جوشکاری پروفیل سبک با این روش، نیاز به تجهیزات پیشرفتهتر نسبت به SMAW دارید، ولی خروجی یکنواخت و قابلاعتماد آن در حجمهای بالا بسیار ارزشمند است.
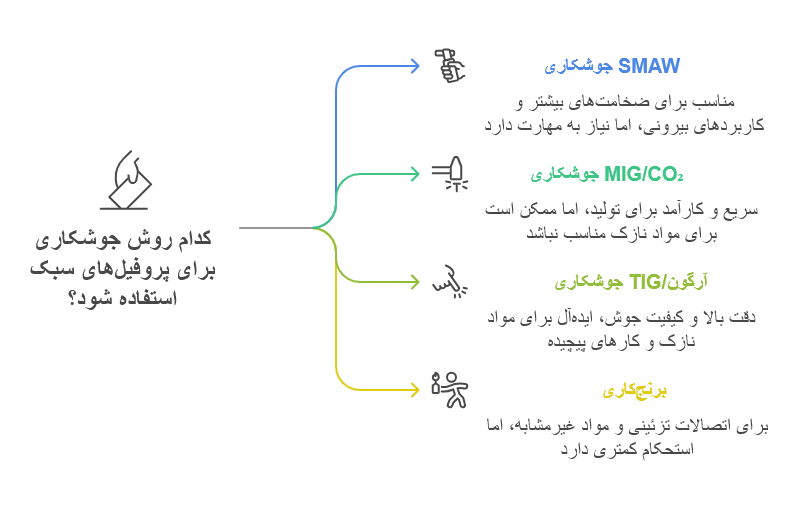
- جوشکاری TIG/ آرگون (GTAW)
جوشکاری TIG یا جوش آرگون دقیقترین و تمیزترین روش در جوش پروفیل سبک محسوب میشود. در این روش از گاز آرگون برای محافظت از ناحیه جوش استفاده شده و نتیجه، یک درز بسیار ظریف، زیبا و بدون پاشش است. این تکنیک به دلیل دقت بالا، مناسب سازههای ظریف، دکوراتیو یا قطعات حساس مانند تجهیزات پزشکی و صنایع غذایی است. البته اجرای این روش نیازمند نیروی متخصص و صرف زمان بیشتر است و هزینه بالاتری نیز دارد؛ اما کیفیت جوش حاصل، آن را به انتخابی ایدهآل برای کارهای خاص تبدیل کرده است.
“TIG welding can produce clean, precise, aesthetically pleasing welds on a wide range of base materials — making it a good process for critical welds … The key to making a good TIG weld is heat control, which is governed by how you modulate the arc as it streams from the torch.
جوشکاری TIG میتواند جوشهایی تمیز، دقیق و از نظر ظاهری زیبا را بر روی طیف گستردهای از فلزات پایه ایجاد کند که همین موضوع، آن را به روشی مناسب برای جوشهای حساس و مهم تبدیل میکند.
کلید دستیابی به یک جوش TIG خوب، کنترل حرارت است؛ که این کنترل، به نحوه تنظیم قوس الکتریکی هنگام خروج از تورچ بستگی دارد.
- برنجکاری (Braze Welding)
برنجکاری یا جوش لحیم سخت، روشی خاص است که در آن فلز پایه ذوب نمیشود، بلکه با استفاده از یک فلز پرکننده (معمولاً آلیاژ برنج) اتصالی تمیز و ظریف ایجاد میشود. این روش بیشتر در تولیدات تزیینی، مصنوعات فلزی و ساخت قطعاتی که ظاهر نهایی مهم است، کاربرد دارد. گرچه مقاومت آن بهاندازه جوش ذوبی نیست، اما زیبایی ظاهری، دقت بالا و حفظ شکل پروفیل سبک، باعث شده این روش در کاربردهای خاص جایگاه ویژهای داشته باشد.
نکات اجرایی برای کیفیت بالای جوشکاری پروفیل سبک
برای دستیابی به جوشی تمیز، مستحکم و بدون اعوجاج، رعایت یکسری نکات اجرایی در جوشکاری پروفیل سبک کاملاً ضروری است. این نکات نهتنها به افزایش کیفیت نهایی اتصال کمک میکنند، بلکه از بروز مشکلاتی مانند سوختگی، تابخوردگی یا تضعیف سازه جلوگیری میکنند. در ادامه مهمترین موارد اجرایی که باید پیش از شروع و در حین عملیات جوشکاری رعایت شوند، آورده شده است:
1. آمادهسازی سطح: تمیزکاری، چربیگیری و پولیش
قبل از آغاز جوشکاری، سطح پروفیل باید کاملاً تمیز و بدون آلودگی باشد. چربیها، گردوغبار و زنگزدگی میتوانند باعث ضعف در ناحیه اتصال شوند. استفاده از حلالهای چربیگیر، برس سیمی یا سنباده برای تمیزکاری سطحی و پولیش ناحیه جوش باعث میشود قوس الکتریکی پایدارتر باشد و کیفیت جوش نهایی افزایش یابد.
2. گیرهگذاری و تثبیت قطعات
برای جلوگیری از تغییر شکل و جابهجایی پروفیلهای سبک در هنگام جوشکاری، استفاده از گیرههای مهارکننده در فاصلههای ۳۰ سانتیمتر بسیار مؤثر است. همچنین، اجرای جوش زیگزاگی یا نقطهای بهصورت مرحلهای باعث پخش یکنواخت حرارت شده و مانع از تاب برداشتن مقاطع میشود. این روش در حفظ هندسه سازه نهایی بسیار مهم است.
3. کنترل جریان و خنکسازی تدریجی
در پروفیلهای نازک، کنترل شدتجریان و سرعت حرکت الکترود یا تورچ اهمیت زیادی دارد. جریان بیش از حد یا حرکت کند، میتواند منجر به ذوبشدن بیش از حد دیواره پروفیل شود. همچنین، توصیه میشود پس از جوشکاری، از خنکسازی تدریجی و طبیعی استفاده شود تا تنشهای حرارتی به حداقل برسند و ترکخوردگی یا شکنندگی به وجود نیاید.

عیوب رایج جوش در پروفیل سبک و روش رفع آنها
در جوشکاری پروفیلهای نازک، بروز عیوبی مانند سوختگی لبه، عدم نفوذ کامل، ترک یا اعوجاج بسیار رایج است. علت اصلی این مشکلات معمولاً حرارت بیش از حد یا کنترل ضعیف پارامترهای جوش است. برای رفع این موارد، میتوان از جریان پایینتر، استفاده از روشهای جوش بادقت بالا مانند TIG، و جوش مرحلهای با خنکسازی تدریجی استفاده کرد. همچنین، استفاده از گیره و مهار مناسب نقش مهمی در جلوگیری از تابخوردگی دارد.
اقدامات پس از جوشکاری (Post-Weld Finishing)
برای افزایش دوام و زیبایی کار، مرحلة نهایی جوشکاری بسیار مهم است. این اقدامات شامل تمیزکاری محل جوش، سنگزنی و حذف گل جوش، اعمال ضدزنگ یا رنگ، و در صورت نیاز، گالوانیزه گرم یا سرد برای مقاومت در برابر خوردگی است. این مراحل نهتنها ظاهر محصول را بهبود میبخشند، بلکه عمر مفید سازه را نیز چندبرابر میکنند. گر قصد محاسبه وزن دقیق این مقاطع را دارید، استفاده از جدول وزن پروفیل سبک ضروری است.
ساخت قفسهفلزی تزیینی با جوش TIG
در پروژهای برای ساخت قفسهفلزی دکوری با طراحی ظریف، از جوش آرگون (TIG) استفاده شد. دلیل انتخاب این روش، نیاز به ظرافت در محل اتصال، عدم پاشش جرقه، و نمای نهایی بدون عیب بود. با تنظیم دقیق پارامترها و استفاده از فیلر نازک، جوشی باکیفیت بالا و بدون اعوجاج حاصل شد که حتی نیاز به سنگزنی هم نداشت. این نمونه نشان میدهد چگونه انتخاب درست روش جوش میتواند در نتیجه نهایی پروژه نقش کلیدی داشته باشد.
جدول مقایسه روشهای جوش پروفیل سبک
در ادامه، یک جدول مقایسهای کامل برای روشهای مختلف جوشکاری پروفیل سبک ارائه شده است. این جدول به شما کمک میکند تا بر اساس نوع پروژه، ضخامت پروفیل، میزان دقت موردنیاز و بودجه موجود، بهترین روش جوشکاری را انتخاب کنید.
| روش جوشکاری | ضخامت مناسب | دقت جوشکاری | هزینه تجهیزات | کاربرد پیشنهادی |
| SMAW (الکترود دستی) | بیشتر از ۰٫۹ میلیمتر | متوسط تا بالا | متوسط تا بالا | ساختوساز، فضاهای باز، پروژههای عمرانی سبک |
| MIG/CO₂ (جوش سیمی) | همه ضخامتها | متوسط | متوسط | مبلمان فلزی، خطوط تولید با تیراژ بالا، پروژههای صنعتی |
| TIG (جوش آرگون) | کمتر از ۲ | بالا | بالا | قطعات ظریف، لوازم پزشکی، دکوراسیون لوکس |
| برنجکاری (Braze Welding) | همه ضخامتها | بالا | بالا | سازههای تزیینی، قطعاتی بااهمیت ظاهری بالا، بدون اعوجاج |
باتوجهبه تنوع نیازها در صنعت فلزکاری سبک، این جدول به شما دید روشنی از عملکرد هر روش در شرایط مختلف میدهد و انتخاب روش جوش پروفیل سبک را هدفمندتر و بهینهتر میسازد.
سخن پایانی
جوشکاری پروفیل سبک اگرچه در ظاهر ساده به نظر میرسد، اما نیازمند دانش فنی، دقت بالا و تجهیزات مناسب است تا اتصالاتی مقاوم، زیبا و بدون عیب حاصل شود. شناخت رفتار حرارتی این مقاطع نازک، انتخاب صحیح روش جوش، و رعایت اصول اجرایی ازجمله آمادهسازی سطح و کنترل جریان، نقش حیاتی در تضمین کیفیت نهایی سازه دارد. بنابراین، سرمایهگذاری روی آموزش نیروی متخصص و استفاده از تجهیزات دقیق، نهتنها به افزایش عمر مفید سازه کمک میکند بلکه از بروز مشکلات ساختاری در آینده نیز جلوگیری خواهد کرد. در نهایت، جوشکاری پروفیل سبک تنها زمانی موفقیتآمیز است که مهارت، علم و دقت در کنار هم قرار گیرند.






هیچ دیدگاهی ثبت نشده است