






خمکاری پروفیل، راهنمای انتخاب بهترین روش

- نویسنده ندا شهابی
- تاریخ انتشار ۱۰ . ۰۶ . ۱۴۰۴
- تعداد دیدگاه بدون دیدگاه
- موضوع آهن آپ
- تعداد بازدید 292 بازدید
- دقیقه مطالعه دقیقه 19
خمکاری پروفیل یکی از فرایندهای مهم و پرکاربرد در صنعت فلزکاری است. این فرایند بدون اینکه به استحکام و کیفیت اصلی فلز آسیب بزند، امکان ایجاد انحنا و فرمدهی دلخواه را فراهم میکند. اهمیت خمکاری پروفیل در صنایع مختلف بسیار بالاست. در ساختمانسازی از آن برای ساخت نردهها، چارچوبها، سقفهای شیروانی و سازههای فلزی استفاده میشود. در دکوراسیون داخلی و معماری، خمکاری پروفیل باعث خلق طرحهای متنوع و مدرن برای نما و مبلمان فلزی میگردد. همچنین در تجهیزات صنعتی، تولید قطعات ماشینآلات و صنایع خودروسازی، این فرایند میتواند در کاهش هزینه، افزایش سرعت ساخت و ایجاد استحکام کمک کند.
به همین دلیل، شناخت انواع روشهای خمکاری، دستگاههای مورداستفاده و محاسبات مرتبط با آن، میتواند به انتخاب بهتر و بهرهوری بیشتر در پروژههای صنعتی و ساختمانی کمک کند که در ادامه بهتمامی این موارد پرداخته شده است.
خمکاری پروفیل چیست؟
خمکاری پروفیل فرایندی است که در آن پروفیلهای فلزی مانند لوله، نبشی یا ناودانی با استفاده از دستگاههای مخصوص به شکلها و شعاعهای دلخواه خم میشوند. هدف اصلی این فرایند، تغییر شکل دائمی فلز بدون آسیبرساندن به ساختار داخلی، مقاومت و یا یکپارچگی آن است.
تفاوت خم کاری پروفیل با برش و جوشکاری
با اینکه برش و جوشکاری نیز در فرایندهای فلزکاری پرکاربرد هستند، خمکاری پروفیل تفاوتهای اساسی و مزایای منحصربهفردی دارد که آن را از دو فرایند دیگر متمایز میکند. درحالیکه برش به معنای جداسازی قطعات فلزی و جوشکاری به معنای اتصال دو قطعه به یکدیگر است، خمکاری فرمدهی به یک قطعه واحد را بدون نیاز به برش یا اتصال مجدد انجام میدهد. این امر منجر به افزایش استحکام و یکپارچگی ساختار میشود، زیرا هیچگونه درز یا نقطهضعفی که در اثر جوشکاری ایجاد میشود، وجود ندارد. همچنین، با حذف مراحل برش و جوش، زمان تولید و هزینهها به شکل قابلتوجهی کاهش مییابد و یک محصول نهایی باکیفیت و ظاهری یکدست و زیبا به دست میآید. این ویژگیها باعث شدهاند که خمکاری پروفیل به یکی از روشهای اصلی و بهینه در تولید قطعات صنعتی، سازههای معماری و تجهیزات دکوراتیو تبدیل شود. همچنین بررسی دقیق قیمت پروفیل در کنار انتخاب روش خمکاری، نقش مهمی در تصمیمگیری پروژههای صنعتی و ساختمانی دارد.
فرایند خمکاری قوطی پروفیل چگونه انجام میشود؟
فرایند خمکاری پروفیل بهصورت کلی شامل چند مرحله است که باهدف تغییر شکل دقیق پروفیل انجام میگیرد. این مراحل به ترتیب عبارتاند از:
- آمادهسازی مواد: ابتدا پروفیل موردنظر (مانند لوله، نبشی یا ناودانی) باتوجهبه نوع و جنس آن، برای فرایند آماده میشود. این مرحله شامل تمیزکردن سطح پروفیل و در صورت لزوم، انجام عملیات حرارتی اولیه برای افزایش انعطافپذیری است.
- تنظیم دستگاه: در این مرحله، دستگاه خمکاری (مانند دستگاه رولینگ، پرس یا خمکن CNC) باتوجهبه شعاع خم موردنظر و ابعاد پروفیل، تنظیم میشود. غلتکها و قالبهای دستگاه در موقعیت صحیح قرار میگیرند.
- قراردادن پروفیل: پروفیل روی دستگاه قرار گرفته و محکم میشود تا از لغزش آن در طول فرایند جلوگیری شود.
- شروع فرایند خمکاری: با شروع به کار دستگاه، نیرو به پروفیل اعمال میشود. این نیرو باعث میشود تا پروفیل بهتدریج در امتداد شعاع موردنظر خم شود. در دستگاههای پیشرفته، این فرایند بهصورت خودکار و بادقت بالا انجام میگیرد.
- کنترل و بررسی: در طول خمکاری، فرایند به طور مداوم کنترل میشود تا از رسیدن به شکل نهایی صحیح اطمینان حاصل شود. در صورت نیاز، تنظیمات دستگاه بهصورت لحظهای تغییر میکند تا دقت کار بالا رود.

بیشتر بخوانید: نورد پروفیل
نیروهای وارد شده در خمکاری
در طول فرایند خمکاری، دو نوع نیروی اصلی به پروفیل وارد میشود که باعث تغییر شکل آن میگردد:
- نیروی کششی (Tension): در قسمت بیرونی پروفیل که در حال خمشدن است، نیروی کششی اعمال میشود. این نیرو باعث کشیدگی و افزایش طول فلز در این ناحیه میشود. این پدیده بهعنوان “کشیدگی شعاعی” شناخته میشود.
- نیروی فشاری (Compression): همزمان، در قسمت داخلی پروفیل، نیروی فشاری اعمال میشود. این نیرو باعث فشردهشدن و کاهش طول فلز در این ناحیه میشود. این پدیده “فشردگی شعاعی” نام دارد.
به دلیل وجود این دو نیروی متضاد، یک خط خنثی در وسط پروفیل ایجاد میشود که در آن هیچ نیروی کششی یا فشاری وجود ندارد. مهارت اصلی در خمکاری پروفیل، مدیریت دقیق این نیروها است تا از ایجاد ترک، چینخوردگی یا آسیب به ساختار پروفیل جلوگیری شود و شکل نهایی با بالاترین کیفیت و دقت به دست آید.
انواع خمکاری پروفیل
انواع خمکاری پروفیل، باتوجهبه روش و ابزارهای مورداستفاده، به سه دسته اصلی تقسیم میشوند که هر کدام برای کاربردهای خاصی مناسب هستند.
1- خمکاری دستی (Manual Bending)
این روش یکی از سادهترین و قدیمیترین شیوهها برای خمکردن پروفیل است و معمولاً برای کارهای کوچک و غیرحساس به کار میرود. در این روش، از ابزارهای سادهای مانند کمانها (جایگاه خم)، اهرمها و قالبهای دستی استفاده میشود. نیروی لازم برای تغییر شکل پروفیل، با استفاده از نیروی فیزیکی انسان اعمال میگردد. ازآنجاییکه دقت و سرعت در این روش پایین است، از آن برای تولید انبوه یا ساخت قطعات دقیق استفاده نمیشود، اما برای پروژههای کوچک، کارهای هنری یا تعمیرات مناسب است.
2- خمکاری باحرارت (Hot/Inductive Bending)
در این روش، قسمت مشخصی از پروفیل تا دمایی مشخص (حدود ۹۰۰ تا ۱۲۰۰ درجه سانتیگراد) حرارت داده میشود و پس از آن با واردکردن نیرو، به فرم موردنظر خم میشود.
- خمکاری داغ (Hot Bending): در این روش، کل قطعه یا بخشی از آن در کورههای مخصوص حرارت داده میشود.
- خمکاری القایی (Inductive Bending): این روش پیشرفتهتر است. با استفاده از کوئلهای القایی، تنها ناحیه کوچکی از پروفیل بهسرعت گرم میشود و پس از رسیدن به دمای مناسب، فرایند خمکاری انجام میگیرد. این روش به دلیل سرعت و دقت بالا، برای ساخت لولههای انتقال نفت، گاز و تجهیزات نیروگاهی بسیار پرکاربرد است.
3- خمکاری صنعتی و ماشینی (Industrial/Machine Bending)
این دسته شامل پیشرفتهترین روشهای خمکاری است که با استفاده از دستگاههای خودکار و کامپیوتری انجام میشود و دقت و سرعت بالایی را فراهم میکند.
- خمکاری پرسی (Press Bending): در این روش، پروفیل بین دو قالب قرار میگیرد و با اعمال نیروی پرس بهصورت نقطهای یا خطی، خم میشود. این روش برای ایجاد زوایای تیز و خمهای متعدد در یک قطعه مناسب است.
- خمکاری رولینگ (Roll Bending): در این روش، پروفیل از بین چند غلتک عبور میکند و بهتدریج به شکل یک منحنی یا دایره کامل خم میشود. این روش برای تولید قوسها و حلقههای بزرگ بسیار کارآمد است و در ساخت نمای ساختمانها و سازههای دایرهای کاربرد دارد.
- خمکاری CNC: این روش، هوشمندترین نوع خمکاری است که با استفاده از کنترل عددی کامپیوتری (CNC) انجام میشود. اپراتور دادههای موردنیاز (مانند شعاع خم، زاویه و طول) را به نرمافزار وارد میکند و دستگاه بهصورت کاملاً خودکار و بادقت بسیار بالا، فرایند خمکاری را انجام میدهد. این روش برای تولید قطعات با طراحیهای پیچیده و در تیراژ بالا در صنایعی مانند خودروسازی و هوافضا ایدهآل است.
جدول مقایسهای انواع روشهای خمکاری پروفیل
| روش خم کاری | مزایا | معایب | کاربردها |
| خمکاری دستی | هزینه پایین، کنترل زاویه دقیق، مناسب کارگاههای کوچک | سرعت کم، مناسب برای پروفیلهای کوچک و انعطافپذیر | پروژههای کوچک تعداد محدود پروفیل، کارگاههای سنتی |
| خمکاری باحرارت (داغ / القایی) | کاهش نیروی لازم، جلوگیری از ترکخوردگی، مناسب پروفیلهای ضخیم و استیل، دقت بالا | نیاز به تجهیزات حرارتی، مصرف انرژی، نیاز به مهارت اپراتور | پروفیلهای ضخیم فولادی و استیل، پروژههای متوسط و صنعتی |
| خمکاری صنعتی و ماشینی | سرعت بالا، دقت زیاد، تولید انبوه، کیفیت یکنواخت | هزینه بالای تجهیزات، نیاز به فضای صنعتی، نیاز به اپراتور متخصص | پروژههای بزرگ صنایع خودروسازی، تولید سازههای فلزی، ماشینآلات صنعتی |
رایجترین روشهای خمکاری پروفیل
روشهای مختلفی برای خمکاری پروفیل وجود دارد که هر یک برای کاربردهای خاصی مناسب هستند. در اینجا به رایجترین این روشها میپردازیم.
۱. خمکاری V (V-Bending)
این روش از یک سنبه (punch) V شکل و یک ماتریس (die) V شکل استفاده میکند. سنبه بهصورت عمودی روی پروفیل فشار وارد میکند و آن را به داخل ماتریس میراند. این فرایند باعث میشود که پروفیل با زاویه مشخصی خم شود. خمکاری V برای ایجاد زوایای دقیق و تیز در ورقها و پروفیلهای فلزی کاربرد دارد.
۲. خمکاری برشی (Coined Bending)
این روش نوعی از خمکاری V است که در آن سنبه با نیروی بسیار زیاد به پروفیل فشار میآورد تا جایی که فلز در ناحیه خم، ضخامت کمتری پیدا کند. این فرایند باعث میشود که زاویه خم بسیار دقیق و تیز باشد. خمکاری برشی برای قطعاتی که نیاز بهدقت ابعادی بالا دارند، مانند قطعات خودرو و هواپیما، استفاده میشود.
۳. خمکاری دورانی (Rotary Bending)
در این روش، پروفیل حول یک قالب دوار (rotating die) که به آن قالب خم (bending die) نیز گفته میشود، خم میشود. یک ابزار ثابت به نام ابزار فشار (pressure die) پروفیل را به قالب دوار فشار میدهد تا پروفیل با چرخش قالب، به شکل دلخواه درآید. این روش برای خمکاری لولهها و پروفیلهای توخالی بدون چروکیدگی و تخریب سطح بسیار مناسب است.
۴. خمکاری هوایی (Air Bending)
این روش نوعی از خمکاری V است، با این تفاوت که سنبه تا انتهای ماتریس فشار داده نمیشود. در این فرایند، زاویه خم با میزان فشار سنبه کنترل میشود. به این معنی که با یک ست قالب، میتوان زوایای مختلفی را ایجاد کرد. این روش انعطافپذیری بالایی دارد و برای تولید قطعات با زوایای متنوع در تیراژ کم و متوسط مناسب است.
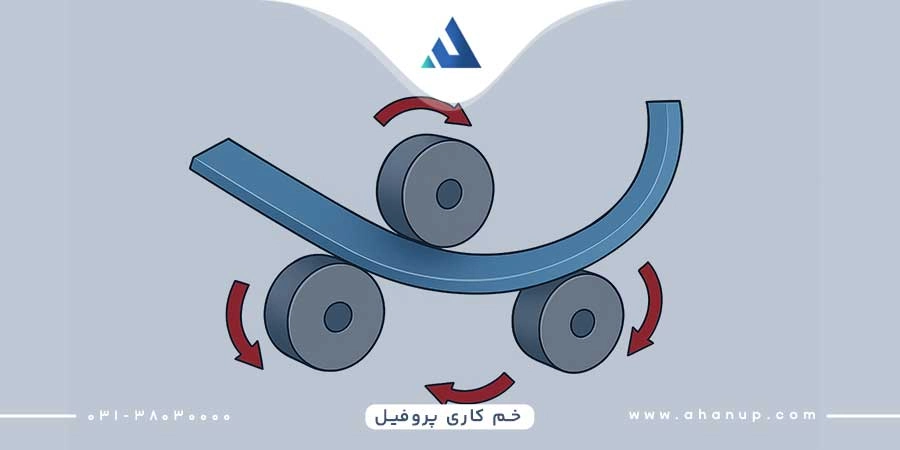
۵. خمکاری نوردی (Roll Bending)
خمکاری نوردی برای ایجاد منحنیها، قوسها و دایرههای بزرگ استفاده میشود. در این فرایند، پروفیل از میان سه یا چهار غلتک (رول) عبور داده میشود. با تنظیم فاصله و موقعیت این غلتکها، پروفیل بهتدریج به شکل یک منحنی یکنواخت درمیآید. این روش در ساخت مخازن، پلها و سازههای معماری با انحنای بزرگ کاربرد دارد.
۶. خمکاری پرسی (Press Bending)
این روش که به آن خمکاری با پرس (Press Brake Bending) نیز میگویند، از یک دستگاه پرس قدرتمند استفاده میکند. پروفیل روی یک ماتریس قرار گرفته و یک سنبه با نیروی زیاد از بالا به آن فشار میآورد تا پروفیل به شکل موردنظر خم شود. این روش برای تولید انبوه قطعات با زوایای مشخص و در صنایع مختلف، از تولید لوازمخانگی تا خودروسازی، بسیار رایج است.

۷. خمکاری فشاری (Compression Bending)
در این روش، پروفیل بین دو ابزار قرار میگیرد: یک قالب ثابت و یک ابزار متحرک. ابزار متحرک پروفیل را بهدور قالب ثابت فشار میدهد تا به شکل خم موردنظر برسد. این روش برای خمکاری پروفیلهایی با شعاع خم بزرگ و لولههای با دیواره نازک مناسب است.
۸. خمکاری گونیایی (Joggling)
خمکاری گونیایی یا Joggling فرایندی است که در آن یک خم کوچک و پلکانی در انتهای یک پروفیل ایجاد میشود. این خم معمولاً برای اتصال دو پروفیل بهصورت صاف و بدون برجستگی، به کار میرود. این روش در صنایعی مانند هواپیماسازی برای ایجاد اتصالات دقیق و بدون درز استفاده میشود.
۹. خمکاری چرخشی (Rotary Draw Bending)
این روش که نوع پیشرفتهای از خمکاری دورانی است، برای خمکاری دقیق لولهها و پروفیلهای توخالی استفاده میشود. پروفیل محکم به یک قالب چرخشی (rotary die) متصل میشود. سپس، با استفاده از یک ابزار نگهدارنده، پروفیل بهدور قالب کشیده و خم میشود. این فرایند بادقت و کنترل بالا انجام میشود و از چروکیدگی و تغییر شکل مقطع پروفیل جلوگیری میکند.
| روش خمکاری | مزایا | معایب | کاربردها |
| خمکاری V | دقت مناسب، سرعت بالا، مناسب برای زوایای مشخص | محدودیت در زوایای خم، نیاز به قالبهای متنوع برای زوایای مختلف | ساخت قطعات زاویهدار در تولید انبوه، فریمهای فلزی |
| خمکاری برشی | دقت فوقالعاده در زاویه خم، ایجاد خمهای بسیار تیز و دقیق | نیروی بسیار زیاد موردنیاز، نازک شدن فلز در ناحیه خم | صنایع هوافضا، خودروسازی، قطعات حساس |
| خمکاری دورانی | جلوگیری از چروکیدگی، مناسب برای لولهها و پروفیلهای توخالی | پیچیدگی فرایند، نیاز به تجهیزات تخصصی | ساخت مبلمان، تجهیزات پزشکی، لولهکشیهای دقیق |
| خمکاری هوایی | انعطافپذیری بالا، امکان ایجاد زوایای مختلف با یک قالب | دقت کمتر نسبت به خمکاری V، سختی در کنترل دقیق زاویه | تولید نمونه اولیه، کارهای کوچک، انعطافپذیری در طراحی |
| خمکاری نوردی | ایدهآل برای قوسها و منحنیهای بزرگ، یکنواختی خم | سرعت پایین، هزینه اولیه بالا، مناسب نبودن برای زوایای تیز | ساخت مخازن، پلها، نمای ساختمانهای دایرهای |
| خمکاری پرسی | دقت و تکرارپذیری بالا، مناسب برای زوایای مشخص و تولید انبوه | نیاز به قالبهای گرانقیمت، محدودیت در طول خم | قطعات خودرو، لوازمخانگی، تجهیزات صنعتی |
| خمکاری فشاری | مناسب برای پروفیلهای نازک و نرم، جلوگیری از چروکیدگی | کنترل دشوار، مناسب نبودن برای شعاعهای خم کوچک | لولههای با دیواره نازک، ساختارهای دکوراتیو |
| خمکاری گونیایی | ایجاد اتصال صاف و بدون برجستگی، دقت بالا | فقط برای خمهای کوچک و پلهای مناسب است | صنایع هوافضا، اتصالات دقیق در ساختوساز |
| خمکاری چرخشی | بالاترین دقت برای لولهها و پروفیلهای توخالی، کنترل دقیق فرایند | نیاز به دستگاههای CNC پیشرفته و گرانقیمت | صنایع هوافضا، لولههای هیدرولیک، قطعات حساس |
محاسبات خمکاری پروفیل آهنی
محاسبات دقیق در فرایند خمکاری پروفیل از اهمیت بالایی برخوردار است. این محاسبات به ما کمک میکنند تا طول دقیق پروفیل موردنیاز را پیشبینی کنیم و از اتلاف مواد و زمان جلوگیری شود. انجام صحیح محاسبات همچنین منجر به افزایش کیفیت قطعه نهایی، کاهش ضایعات و صرفهجویی در هزینههای تولید میشود. به همین دلیل، مهندسان و تکنسینها از نرمافزارهای پیشرفته و جداول اختصاصی برای این منظور استفاده میکنند تا از صحت و دقت کار خود اطمینان حاصل کنند.
فرمول طول خم
به دلیل پیچیدگی و تنوع در فرایند خمکاری، فرمول واحد و کاملی برای محاسبه طول خم وجود ندارد. بااینحال، میتوان از فرمولهای کلی برای تقریب استفاده کرد. یکی از این فرمولها که بر اساس شعاع داخلی و زاویه خم پروفیل است، بهصورت زیر است:
LB = 2πRIα / 360 + 2K
در این فرمول:
LB: طول کمان خم
RI: شعاع داخلی خم
α: زاویه خم بر حسب درجه
K: فاکتور خم که به جنس و ضخامت پروفیل بستگی دارد.
کاربردهای خمکاری پروفیل
خمکاری پروفیل یکی از فرایندهای پرکاربرد در صنایع مختلف است که نقش مهمی در شکلدهی، زیبایی و استحکام سازهها ایفا میکند و بررسی دقیقتر کاربرد پروفیل نشان میدهد که این قطعات چقدر در سازهها اهمیت دارند. کاربردهای اصلی خمکاری پروفیل عبارتاند از:
- ساختمانسازی: ساخت نردهها، چارچوبها و سقفهای مقاوم.
- دکوراسیون داخلی و نما: ایجاد طرحهای منحنی و المانهای مدرن در طراحی داخلی و نمای بیرونی.
- صنایع مختلف: استفاده در خودروسازی، تجهیزات صنعتی و تولید سازههای فلزی دقیق و مقاوم.
Profile bending is a metal fabrication technique that plays a pivotal role in various industries, including modern construction. It allows for the transformation of flat metal profiles into curved or circular forms, enabling the creation of architectural marvels, structural components, and decorative elements.
خمکاری پروفیل یکی از روشهای مهم شکلدهی فلز است که کاربرد گستردهای در صنایع مختلف بهویژه ساختوساز مدرن دارد. در این فرایند، پروفیلهای فلزی صاف به شکلهای منحنی یا دایرهای تبدیل میشوند و این امکان را فراهم میکنند که سازههای معماری چشمگیر، اجزای مقاوم ساختمانی و المانهای تزیینی متنوع ساخته شوند.
پروفیل بر و ارتباط آن با خمکاری
پروفیل بر پیش از خمکاری برای برش دقیق قطعات استفاده میشود. برش صاف و تمیز باعث افزایش کیفیت خم و کاهش هدررفت متریال میشود.
مزایا و اهمیت خمکاری پروفیل
خمکاری پروفیل به دلیل مزایای متعددی که دارد، در صنایع مختلف از جمله ساختمانسازی، خودروسازی و دکوراسیون اهمیت بالایی پیدا کرده است. این فرایند علاوه بر ایجاد زیبایی، به بهبود عملکرد و استحکام سازهها نیز کمک میکند.
| مزایا و اهمیت | توضیحات |
| صرفهجویی در متریال | با خمکاری دقیق، قطعات با کمترین میزان ضایعات و پرت تولید میشوند. این کار بهینهسازی مصرف مواد را به همراه دارد و هزینههای تولید را کاهش میدهد. |
| زیبایی و استحکام سازهها | ایجاد منحنیها و اشکال هندسی جذاب، زیبایی بصری سازه را افزایش میدهد. همچنین، با حذف اتصالات جوشی در گوشهها، استحکام و مقاومت سازه در برابر تنشها بیشتر میشود. |
| انعطافپذیری در طراحی | خمکاری پروفیل به طراحان امکان میدهد تا بدون محدودیتهای برش و جوش، به ایدههای خلاقانه خود جامه عمل بپوشانند. این انعطاف، در تولید محصولات متنوع و سفارشی بسیار حائز اهمیت است. |
دستگاههای خمکاری پروفیل
دستگاههای خمکاری پروفیل، ابزارهایی ضروری در صنعت فلزکاری هستند که برای شکلدهی و خمکردن پروفیلها (مانند پروفیلهای آلومینیومی، آهنی و استیل) به کار میروند. انتخاب دستگاه مناسب به عوامل متعددی بستگی دارد که شامل نوع پروفیل، جنس، ضخامت و دقت و سرعت موردنیاز برای تولید میشود.

دستگاهها به سه دسته اصلی تقسیم میشوند:
- دستگاههای دستی برای کارهای کوچک و غیرتکراری مناسباند و توسط نیروی فیزیکی اپراتور کار میکنند.
- دستگاههای هیدرولیکی از فشار روغن برای اعمال نیروی خمشی استفاده میکنند که آنها را برای خمکاری پروفیلهای ضخیمتر و با مقاومت بیشتر ایدهآل میسازد.

- دستگاههای CNC (کنترل عددی کامپیوتری) دقیقترین و پیشرفتهترین نوع هستند که با برنامهریزی کامپیوتری، خمهای پیچیده و تکراری را با نهایت دقت و سرعت انجام میدهند.

در نهایت، انتخاب دستگاه به حجم تولید و بودجه نیز وابسته است؛ زیرا هر کدام از این دستگاهها مزایا و محدودیتهای خاص خود را دارند.
قیمت دستگاههای خمکاری قوطی پروفیل
قیمت دستگاههای خمکاری پروفیل به عوامل متعددی بستگی دارد و طیف گستردهای از قیمتها را شامل میشود. نمیتوان یک قیمت ثابت برای آنها در نظر گرفت، اما با بررسی عوامل مؤثر میتوان به تخمین نسبی رسید. این عوامل عبارتنداز:
- نوع دستگاه: نوع دستگاه مهمترین عامل است. دستگاههای دستی ارزانترین، هیدرولیکی در محدوده متوسط و CNC گرانترین گزینهها هستند.
- ظرفیت و توان: هرچه دستگاه توانایی خم کردن پروفیلهای ضخیمتر، بزرگتر و با سختی بیشتر را داشته باشد، قیمت آن بالاتر است. این شامل تناژ (قدرت خمشی)، ابعاد و جنس پروفیل قابلپردازش میشود.
- برند و کشور سازنده: برندهای شناخته شده و تولیدکنندگان اروپایی یا آمریکایی معمولاً قیمت بالاتری نسبت به برندهای چینی یا داخلی دارند.
- تکنولوژی و امکانات اضافی: امکاناتی مانند سیستمهای کنترل پیشرفته، دقت بالا، قابلیتهای برنامهریزی پیچیده (در مدلهای CNC) و سیستمهای ایمنی پیشرفته به افزایش قیمت دستگاه منجر میشود.
- وضعیت دستگاه (نو یا دستدوم): دستگاههای نو با گارانتی و خدمات پس از فروش قیمت بالاتری نسبت به دستگاههای دستدوم دارند.
مقایسه قیمت دستگاههای مختلف
| نوع دستگاه | محدوده قیمت (تخمینی) | توضیحات |
| دستی | پایینترین قیمت | برای کارهای کوچک، غیرتکراری و با حجم تولید پایین مناسب است. |
| هیدرولیکی | متوسط تا بالا | برای پروفیلهای ضخیم و کارهای با حجم متوسط مناسب است و تعادل خوبی بین قیمت و کارایی ارائه میدهد. |
| CNC | بسیار بالا | برای تولید انبوه، پروژههای بادقت بسیار بالا و طرحهای پیچیده استفاده میشود. قیمت آنها میتواند چند ده تا چند صد برابر مدلهای دستی باشد. |
اطلاعات لازم قبل از خرید دستگاه خمکاری پروفیل آهنی
پیش از خرید، باید بهدقت نیازهای خود را ارزیابی کنید تا دستگاهی متناسب با کار خود انتخاب کنید:
جنس و ابعاد پروفیل: دقیقاً مشخص کنید که قصد خمکاری چه نوع پروفیلی (آهن، آلومینیوم، استیل و…) و با چه ابعاد و ضخامتی را دارید.
حجم و نوع تولید: آیا نیاز به تولید انبوه دارید یا کارگاه شما برای پروژههای کوچک و سفارشی است؟ این موضوع نوع دستگاه (دستی، هیدرولیک، CNC) را تعیین میکند.
دقت موردنیاز: دقت خمکاری در پروژه شما چقدر مهم است؟ آیا به یک خم دقیق با زاویه کاملاً مشخص نیاز دارید یا انحنای تقریبی کافی است؟
بودجه: باتوجهبه بودجه در دسترس، میتوانید گزینههای مناسب را فیلتر کنید و بین کیفیت، توان و قیمت بهترین تعادل را پیدا کنید.
خدمات پس از فروش و گارانتی: اطمینان حاصل کنید که شرکت فروشنده، خدمات پس از فروش و تأمین قطعات یدکی را ارائه میدهد، بهخصوص برای دستگاههای هیدرولیکی و CNC.

خدمات تخصصی خمکاری پروفیل آهن آپ
بازرگانی آهن آپ با ارائه خدمات تخصصی خمکاری پروفیل، نیازهای فنی پروژههای مختلف را برآورده میسازد. ما با بهرهگیری از تجهیزات پیشرفته و تخصص تیم فنی، تضمین میکنیم که فرآیند خمکاری قوطی پروفیل و سایر پروفیلهای آهنی با بالاترین دقت و کیفیت انجام شود. تعهد ما بر این است که نتیجه نهایی کار، مطابق با دقیقترین انتظارات و مشخصات فنی مشتریان باشد. با انتخاب خدمات ما، از کیفیت مطلوب و سرعت در اجرای تمامی مراحل اطمینان حاصل فرمایید.
جمعبندی
خمکاری پروفیل بهعنوان یکی از مراحل مهم در صنایع ساختمانی، دکوراسیون و تولیدات صنعتی، نقش قابلتوجهی در افزایش استحکام، زیبایی و کارایی سازهها ایفا میکند. دقت در محاسبات، انتخاب دستگاه مناسب و رعایت اصول ایمنی، کیفیت نهایی محصول را تضمین میکند. برای دستیابی به بهترین نتیجه، توصیه میشود پیش از انتخاب روش و دستگاه خمکاری، عواملی مانند جنس پروفیل، حجم کار، میزان دقت موردنیاز و بودجه بهدقت بررسی شوند. انتخاب صحیح نهتنها موجب صرفهجویی در هزینهها میشود، بلکه دوام و کیفیت سازه را نیز به شکل قابلتوجهی افزایش میدهد.
سوالات متداول
1- خمکاری پروفیل چیست؟
فرآیندی است که در آن پروفیلهای فلزی با استفاده از روشهای مختلف به شکلهای منحنی یا زاویهدار تغییر فرم داده میشوند.
2- بهترین روش خمکاری قوطی پروفیل کدام است؟
بسته به جنس و ضخامت قوطی، روشهای هیدرولیکی و CNC بهترین دقت و کیفیت را ارائه میدهند.
3- قیمت دستگاه خمکاری پروفیل چقدر است؟
قیمت به نوع دستگاه (دستی، هیدرولیکی یا CNC)، ظرفیت و برند آن بستگی دارد.
4- محاسبه طول خم چگونه انجام میشود؟
با استفاده از فرمول طول خم و در نظر گرفتن شعاع خم، زاویه و ضخامت پروفیل محاسبه میشود.






هیچ دیدگاهی ثبت نشده است